.jpg "Разработка и внедрение каталитических технологий")



Гидродепарафинизация
(справочная информация)
Процесс каталитической депарафинизации (гидродепарафинизации) предназначен для улучшения показателей текучести различного углеводородного сырья при низких температурах. Он применяется для снижения температуры застывания базовых компонентов смазочных масел и средних дистиллятов, температуры помутнения дизельных топлив и температуры кристаллизации авиационных топлив. Эти свойства определяют поведение указанных продуктов при низких температурах.
Показатели текучести при низких температурах сильно зависят от концентрации нормальных и близких к нормальным парафинов в компонентах масел и топливах. При повышении концентрации парафинов в углеводородном сырье температуры его застывания, помутнения и кристаллизации возрастают. Температурные показатели текучести ухудшаются с увеличением молекулярной массы (длины цепей) парафинов. Процесс гидродепарафинизации улучшает эти показатели путем избирательного крекирования длинноцепочных нормальных и близких к нормальным парафинов. В то же время, происходит глубокая гидроочистка керосина и дизельного топлива с удалением серы и азота, а также насыщение ароматических соединений.
К ключевым особенностям процесса гидродепарафинизации относятся:
- низкая температура застывания продуктов ( ниже -50°С);
- высокая стабильность продуктов;
- хорошие цетановые свойства продуктов;
- постоянное качество продуктов в течение всего цикла;
- минимальное снижение вязкости по сравнению с другими процессами депарафинизации;
- гибкость, позволяющая производить компоненты масел и перерабатывать дистилляты на одной и той же установке.
Катализаторы гидродепарафинизации
В процессе каталитической депарафинизации для избирательного гидрокрекирования длинноцепных парафинов применяют бифункциональные катализаторы на основе из оксида алюминия или на кристаллическом алюмосиликате с размером пор от 4 до 10 м-10. Как правило, первая стадия процесса предусматривает гидроочистку сырья в ходе реакций насыщения олефинов, десульфуризации и деазотирования. Предварительная обработка защищает катализатор и снижает содержание в сырье органической серы и азота, что улучшает показатели гидрокрекинга.
Различными фирмами разработаны и предложены для промышленного получения реактивных и дизельных топлив катализаторы на основе эрионита, морденита и ZSM-5 .
В США фирмой Gulf Research and Devel Co. создан катализатор Н-морденит с содержанием 1 % палладия и 0,5 % титана для гидродепарафинизаиии мазутов, дистиллятных топливных фракций, с помощью которого при условиях процесса: температура 300°С, давление 0,7 МПа, объемная скорость подачи сырья 1.0ч-1, кратность циркуляции водорода 1780 нм3/м3 можно получить низкозастываюшие топлива с температурой застывания минус 55°С.
Texako Inс. разработал Н-морденит деалюминированный, используемый для нефтяных прямогонных дистиллятов с температурой застывания 4-10°С с целью получения из них на данном катализаторе депарафинированного газойля с температурой застывания минус 18-60°С при условиях процесса: температура 230-400°С, давление 1,4-10,5 МПа, объемная скорость подачи сырья 0,25-5ч-1 . Кратность циркуляции водорода 890-1800 нм3/м3.
Mobil Oil Со для гидродепарафинизации прямогонного газойля, выкипающего в интервале 204-400°С и имеющего температуру застывания 9-13°С, разработала катализатор Zn(Cd) ZSM-5 с содержанием 2 % палладия (платины) и катализатор HZSM-5 с содержанием 0.5-5 % никеля, платины, палладия, на которых можно получить котельное топливо с температурой застывания ниже минус 18°С (выход 83-88 %) при условиях процесса: температура 307-371°С, давление 2,8-3,5 МПа, объемная скорость подачи сырья 1-З ч-1, кратность циркуляции водорода 230-890 нм3/м3.
В зависимости от катализатора и исходного сырья процесс каталитической депарафинизации осуществляют при температуре 200-480°С, давлении 0,7- 7,5 МПа, объемной скорости подачи сырья 0,2-10 ч-1, при соотношении водород/сырье равном от 178 до 1800 нм3/м3. По активности и стабильности работы в настоящее время наиболее эффективными считаются катализаторы на основе цеолита типа ZSM, которые практически полностью вытеснили катализаторы на основе эрионита и морденита.
На основе цеолита HZSM-5 фирмой Mobil Oil Со. разработан катализатор и процесс каталитической депарафинизации получения дизельных топлив из различных видов сырья под общим названием Mobil Distillate Devvaxin» (MDDW). Разработанный катализатор устойчив к действию сернистых и азотистых соединений. Катализатор не удаляет сернистые и азотистые соединения, поэтому сырье до или после гидродепарафинизации подвергают гидроочистке. Значения параметров процесса MDDW зависят от требований к качеству целевого продукта, вида сырья, его пределов выкипания, вязкости и изменяются в следующих интервалах: давление 2,8-6,0 МПа, объемная скорость подачи сырья 1-2 ч-1 , подача водорода 200-440 нм3/м3 сырья. По мере снижения активности катализатора температуру повышают до 400°С для получения продукта с требуемой температурой застывания. Затем проводят реактивацию катализатора путем продувки его водородсодержащим газом в течение 24 часов при температуре 400-450°С.
Промышленная проверка катализатора и процесса MDDW впервые осуществлена в 1974 году на установке гидрообессеривания на НПЗ Mobil France. Пробег между реактивациями составил от 10 до 60 суток.
С 1978 года на НПЗ SARNI фирмы Gulf Oil в Бертонико (Италия) работает комбинированная установка, включающая каталитическую депарафинизацию MDDW и гидроочистку [43]. Производительность установки 1910 м3 газойля в сутки.
Разработка отечественных катализаторов гидропереработки дистиллятов для получения дизельных топлив с низкой температурой застывания начата в 70 годы.
На основе цеолита ЦВМ ВНИИНП разработан и освоен промышленностью в ОАО "Ангарская нефтехимическая компания" (ранее – ПО «Ангарскнефтеоргсинтез») в 1982 году первый отечественный катализатор гидродепарафинизации СГК-1, позволяющий получать из соответствующих гидроочищенных керосиновых и дизельных фракций первичного или вторичного происхождения качественные низкозастывающие авиационные, дизельные топлива. Катализатор СГК-1 содержит 12,5-27,7 % оксида алюминия 2,0-5,0 % оксида магния, оксида кальция, оксида бора, 0,9-15,1 % гидрирующего компонента и цеолит НЦВМ. По активности и селективности катализатор СГК-1 и его модификация СГК-5 не уступает, а по некоторым показателям превосходит лучшие зарубежные катализаторы такого типа.
Технологическая схема процесса каталитической депарафинизации
На рисунке ниже показана упрощенная типовая схема процесса каталитической депарафинизации. Свежее сырье подогревается и смешивается с горячим циркулирующим газом. Смесь поступает в первый реактор, где органические соединения азота и серы преобразуются с образованием аммиака и сероводорода. Реакции происходят с относительно небольшим выделением тепла. Затем предварительно обработанный поток охлаждается циркулирующим газом от компрессора и поступает во второй реактор, содержащий катализатор депарафинизации. При прохождении сырья через катализатор депарафинизации длинноцепочные н-парафины расщепляются на более мелкие молекулы, что повышает показатели текучести сырья при низких температурах. Реакции экзотермичны, требуется постоянный контроль температуры в реакторе. Температура поддерживается на минимально возможном уровне, необходимом для получения требуемой степени расщепления молекул.
Температура в реакторах регулируется путем подачи холодного циркулирующего водородсодержащего газа (ВСГ) между слоями катализатора. Продукт из второго реактора охлаждается в сырьевых теплообменниках и поступает в горячий сепаратор высокого давления, где происходит отделение жидких углеводородов от паров ВСГ. Жидкий продукт направляется в секцию фракционирования, а ВСГ после доохлаждения поступает в холодный сепаратор высокого давления. Для предотвращения коррозии и отложения солей аммония, перед поступлением продукта на охлаждение, подается промывочная вода. Пар из холоного сепаратора высокого давления смешивается с подпиточным водородом и направляется на смешение с сырьем. Жидкие углеводороды поступают в сепаратор низкого давления.
Кислый газ из сепаратора низкого давления выводится с установки, а жидкий продукт после отделения кислой воды направляется в секцию фракционирования.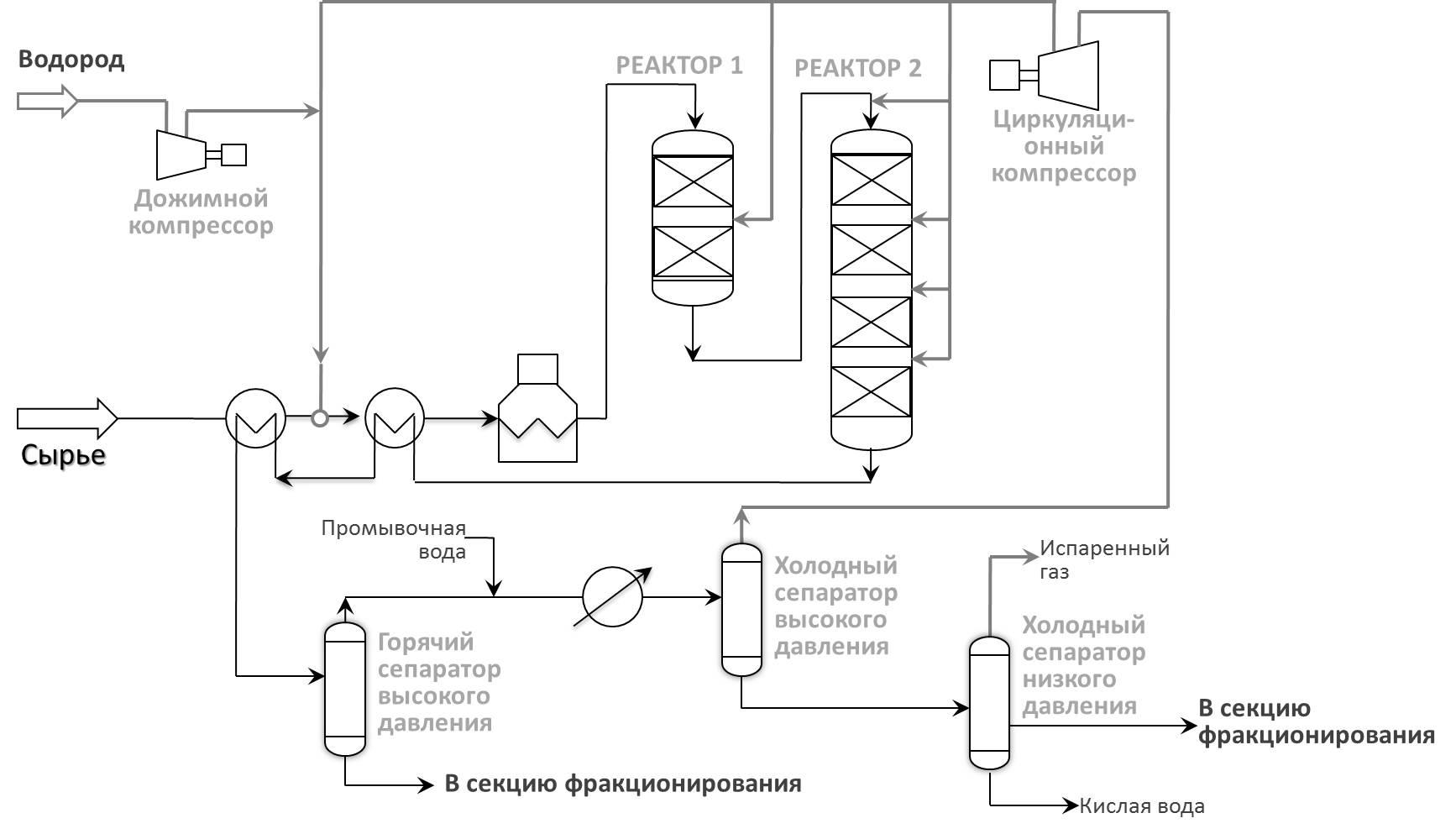
Информация данного раздела приведена исключительно в справочных целях. Информацию о продукции и услугах ООО "НПП Нефтехим" Вы найдете в разделах «Разработки» и «Услуги».