




.jpg)


Изомеризация нормального бутана
(справочная информация)
В связи с необходимостью увеличения выработки алкилата на нефтеперерабатывающих предприятиях РФ, прямогонного изобутана недостаточно для обеспечения этого производства. Если к этому добавить потребление изобутана при производстве МТБЭ и бутилкаучука, становится ясно, что изобутан является дефицитным продуктом и пополнять его необходимо изомеризацией нормального бутана.
На современных установках алкилирования блок изомеризации н-бутана является составной частью всего производства, а эффективность этого блока во многом определяет экономичность всего процесса.
Химизм процесса
Принято считать, что изомеризация на бифункциональных катализаторах происходит через промежуточные олефины. Образование олефина происходит на металлических центрах катализатора.
![]()
Реакция обратима, и если катализатор работает при высоком давлении водорода, равновесие сдвигается в обратную сторону. Но олефин связывается кислотной функцией катализатора с образованием карбониевого иона, и, несмотря на неблагоприятное положение равновесия, в олефин преобразуется большее количество бутана.
![]()
В результате перегруппировки образуется:

В результате обратного аналога реакции (2) образуется изоолефин:

В конечном счете, в результате гидрирования, образуется изопарафин:

Параметры процесса
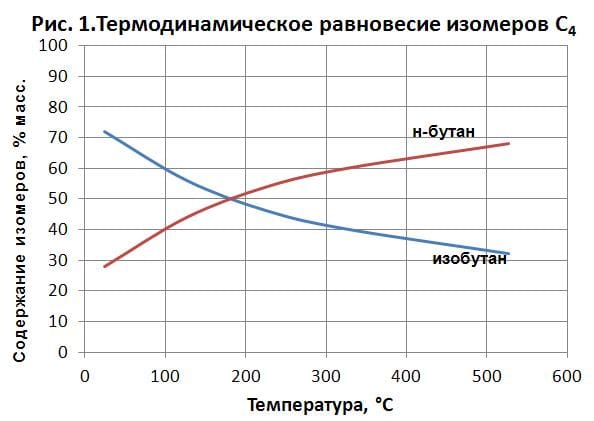
Равновесная реакция изомеризации н-бутана смещается в сторону образования изобутана по мере снижения температуры (рисунок 1). Поэтому процесс становится эффективным только при температурах ниже 250 оС.
Снижение объемной скорости при неизменной температуре и прочих условиях приводит к снижению содержания изобутана в продукте.
Катализаторы изомеризации бутана
До недавнего времени было известно, что в этой температурной области могут работать только катализаторы на основе хлорированного оксида алюминия. С использованием этого типа катализатора фирмами UOP (США) и British Petroleum разработаны процессы, получившие достаточно широкое промышленное применение.
Но катализаторы на основе хлорированного оксида алюминия имеют ряд недостатков:
1. Постоянная подача хлорорганических соединений для восполнения потери хлора во время эксплуатации и связанная с этим необходимость включения в схему установки щелочного скруббера для очистки отходящих газов.
2. Высокая чувствительность к действию микропримесей серы, азота и влаги, что требует кроме блока гидроочистки иметь дополнительный адсорбционный блок доочистки.
3. Снижение активности по мере эксплуатации и короткий срок службы.
Перечисленные недостатки отсутствуют у нового типа катализаторов изомеризации на основе сульфатированных оксидов.
Такой оксидный катализатор изомеризации был разработан ООО "НПП Нефтехим" в 2013 году и получил название СИ-3. В основу разработки был положен другой оксидный катализатор – СИ-2, предназначенный для изомеризации С5-С6 фракции, и зарекомендовавший себя на 10 промышленных установках.
В таблице представлены основные характеристики и показатели процесса изомеризации н-бутана на катализаторе СИ-3 (ООО "НПП Нефтехим") в сравнении с процессом «Бутамер» (UOP).
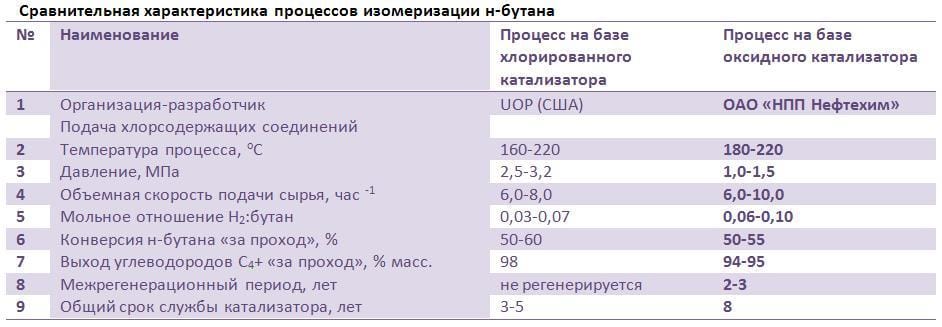
Схема процесса
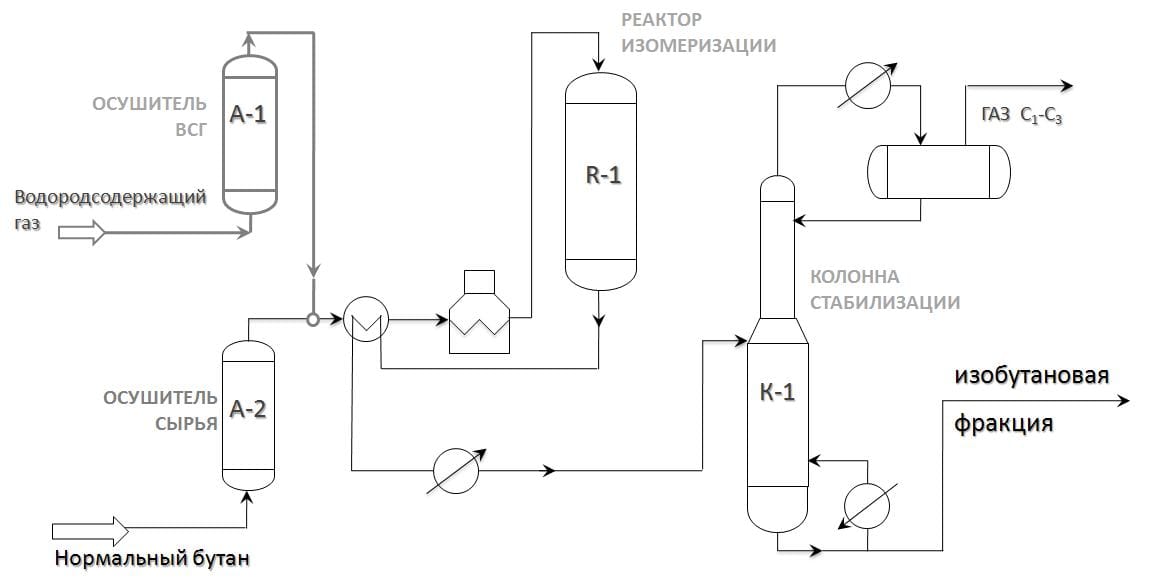
Принципиальная технологическая схема процесса изомеризации н-бутана «за проход» представлена на рисунке ниже. Данная схема широко применяется на установках изомеризации бутана по всему миру. Содержание изобутана в сырье, как правило, не превышает 20-25%. В том случае, если в бутановой фракции содержится 30% и более изобутана, то сырье выгоднее сначала пропустить через колонну деизобутанизации. Нижний продукт колонны стабилизации, в таком случае, направляется в колонну деизобутанизации.
Информация данного раздела приведена исключительно в справочных целях. Информацию о продукции и услугах ООО "НПП Нефтехим" Вы найдете в разделах «Разработки» и «Услуги».
